



















工业应用如何选择3D打印技术?
3D打印技术,一种快速成型的加工工艺,是我们都知道的时下流行的生产工艺之一,尤其在工业制造业有着广泛的应用基础。如今,工业3D打印机加速了创新,并为工程、制造、航空、牙科、医疗、教育等各个行业提供了支持,提高了工作效率并降低了生产成本。
随着工业应用的不断开发,各行业对3D打印技术有着多元化需求。时下,在工业应用领域,市场上主要有3种不同的成型工艺的打印技术FDM、SLA、SLS,以下我们就这三种3D打印技术从应用、速度、成本角度进行对比。
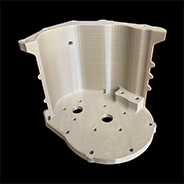
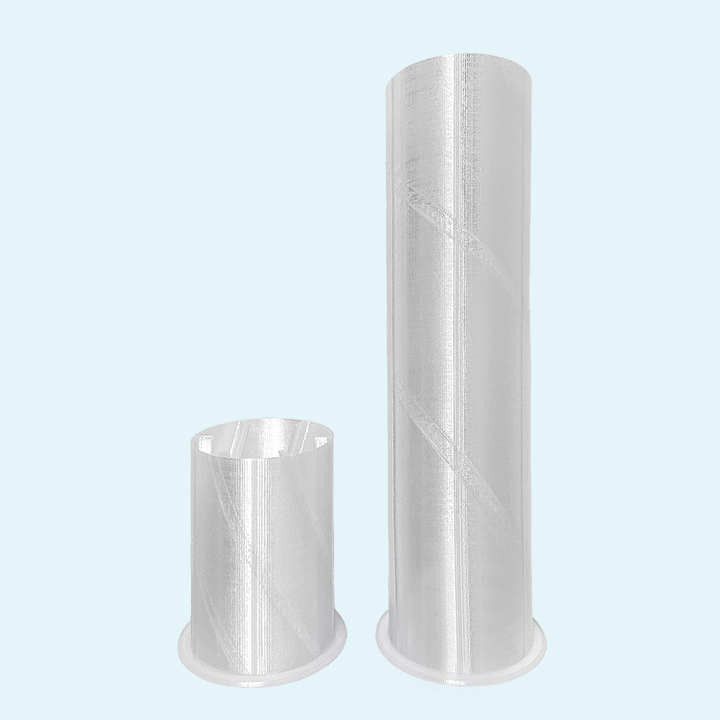
熔融沉积成型技术(FDM):工作原理是通过将热塑性聚合物通过加热的喷嘴挤出并将其层层堆积在打印平台上,最终构建出立体模型的过程。



FDM 3D打印机操作简单、环保节能,可适应任何环境下使用。其精度较高,使用的打印材料种类较多:标准热塑性塑料、工程塑料,工业3D打印机还可打印高性能材料如PEEK系列,及复合型材料等。工业级FDM 3D打印机成型件具有较高机械性能、高强度、耐热性和化学强度,有些特殊的材料特性是SLA与SLS打印工艺无法加工的,故被广泛应用于工业制造、工装夹具、汽车制造、康复辅具、影视道具等。
缺点:FDM打印的层堆积技术的机械运动,所以在打印速度上相比SLA和SLS比较慢,原型表面有明显的层纹,较为粗糙,且不适合打印尺寸较小的精细模型;Z轴方向模型强度偏弱。打印悬空模型需要设计支撑结构,且后期需要手动去除支撑;少数具有双喷嘴工业机器,可以使用可溶解性材料作为支撑,清除较为方便。
从成本价格计算,FDM设备成本低,从入门的龙门机到工业级设备,价格几千元到几十万不等;且设备后期维护方便,成本低;另外材料可选性多,特别是工业级FDM使用的材料多达数十种,原材料利用率高,没有毒气或化学物质的污染,这使得成型成本大大降低。
立体光固化技术(SLA):紫外激光束聚焦,并在薄薄的液体光聚合物树脂层上快速绘制设计的平面部分。然后,通过拉高液面近一步打印下一层平面,从而最终形成3D打印模型。
SLA技术已经是3D打印中最成熟的一种技术了,其技术优势在于成型速度快、原型精度高,可以精确的表现表面细节,成型表面平滑,精度可以达到每层厚度0.05-0.15mm,可以加工比较精密的零件和结构外形复杂或传统手段难以成型的原型和模具。在透明、铸造、高温等方面拥有广泛的材料,可用于快速3D打印原型、牙科、透明模型、熔模铸造图案、鞋类成型等领域。



缺点:SLA打印的部件通常很脆弱,易断裂,可加工性不高,不适合功能性应用,模型需要支撑,且后处理比较多。SLA对打印环境要求比较严格,例如环境湿度等;原材料有化学刺激性和粘性,打印时需特别注意。
SLA的制造成本相对FDM会比较高,这就使得高精度的SLA机器门槛较高,一般数万元到数十万元,甚至更高。
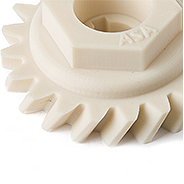
选择性激光烧结技术(SLS):是通过激光烧结方式进行打印的一种技术,对尼龙粉末材料进行逐层烧结,其有很高的自由度,甚至可以通过一次成型的方式打印可以活动的部件。

SLS尼龙结构坚固、略带弹性,精度高,可以制作最终的产品和结构复杂的设计。打印零件时,不需要支撑,这是非常大的一个优点。同时,SLS打印速度较快,材料循环使用率高。
缺点:材料选择性不多,基本为尼龙粉末材料,且价格相对SLA要贵一些;SLS成型尺寸较小,目前做大尺寸的设备比较少;成型件表面呈粉粒状,较为粗糙,后期需要喷涂处理;打印完成后,冷却时间较长。
在制造成本上,价格会比较高,后期维护,更换激光器等零件,费用高。
综合这三种打印技术,我们整合几种在打印过程中经常碰到的技术参数进行对比。
1.打印精度 (高--低)
SLA>SLS>FDM
2.成型时间(速度)(快--慢)
SLA>SLS>FDM
3.材料功能性 (强--弱)
FDM>SLS>SLA
4.成本(昂贵--便宜)
SLS>SLA>FDM

FDM打印机如何解决支撑问题?
FDM 3D打印过程中,遇到模型本身有悬空面或大倾斜面难以打印,需要设计支撑结构。打印的模型特征面及角度不同,所使用机器的单喷嘴与双喷嘴,打印材料与支撑材料都是设计支撑考虑的因素,我们将会对此进行讨论和分享。
为什么需要打印支撑,哪些模型需要支撑?
FDM原理是将热熔性塑料通过高温喷嘴熔融后挤出,基于在打印平台上逐层堆积构建立体模型的过程。打印过程中,会遇到很多不同的模型,有的结构简单易于打印。有的结构特殊,像有些模型是架空结构或跨桥,下面没有东西托着,无法在上一层基面上打印;有些是大斜面结构,其倾斜面角度超过55度,打印时很可能会出现斜面坍塌,那么这些模型需要我们进行支撑的设计,才能打出更好质量的产品模型。
我们在拿到模型文件前,会对模型进行分析,如何打印,是否需要支撑进行预先判断。当然,现在的切片软件,用的比较多的有simplify 3D、cura等,软件会自动对模型进行分析后切片预览,自动生成支撑结构,使用比较方便简单,也可手动对某些位置进行设置,以便更好去打印。


支撑如何打印,既能节省材料又能提高打印效率呢?
由于模型的结构,需要表现的特征面不同,我们设计的支撑结构也会不同。例如我们在simplify3D软件中可设置支撑填充角度、支撑填充率、支撑结构等,方便我们自由设计支撑结构。
目前市面上有单喷嘴和双喷嘴机器,工业应用通常我们会选择工业级双喷嘴机器。很容易理解,单喷嘴机器只能同时打印一种材料,支撑结构处打印本体材料。这种支撑结构打印很简单,不需要过多的设置,但在打印完成后拆除相对比较麻烦,容易破坏支撑面,且需要打磨。
而双喷嘴机器可以使用两种材料打印,我们可以选择使用一个喷嘴打印本体材料,另一喷嘴打印支撑结构。支撑结构材料我们可以选择特殊易剥离或可溶解性的材料,方便打印完成进行拆除或自行溶解。使用双喷嘴机器打印,会提高工作效率,相对材料成本会高一些,但工作效率会有很大的提升。


双喷嘴机器如何选择支撑材料?
还是以工业级双喷嘴机器为例,它的性能高、稳定且打印的材料种类较多,特别是高能性的工程塑料,如ABS/PC/PA/PEEK等,所以这种机器对我们工业制造领域会有很大应用性。
介绍市面上比较常用的有四类支撑材料:
①HIPS材料——(耐冲击性聚苯乙烯),一种酸溶性材料,需要用柠檬烯溶解,而柠檬烯价格较高,相对来讲不划算,成本过高,一般也很少会选择。HIPS适用于ABS,PC,PC-ABS,PC-PBT,PC-FR,ASA等模型材料
②碱溶材料——顾名思义,这种材料溶解于碱性溶液。为了更好的溶解,一般需要加热环境,有条件的可以搅拌,效果会更佳,简单来说您可能需要另外添置一台超声波清洗机。碱溶材料适合一些需要打印高温材料的模型支撑,并且本体是不溶于碱的(如ABS/PC/尼龙/复合材料等,而PLA不适合)

③水溶材料——PVA一种可在水中溶解的材料,遇水浸泡数个小时即可溶解,对溶解条件要求低,价格相对实惠;(兼容PLA、ABS、PA、PA-CF、PA-GF)

④易剥离材料——这种材料主要针对的是PLA材料,使用简单,环境要求低,打印完成后可轻松剥离。

还有其他更好的支撑打印方式等待发现,更多打印技巧敬请关注,共同讨论。
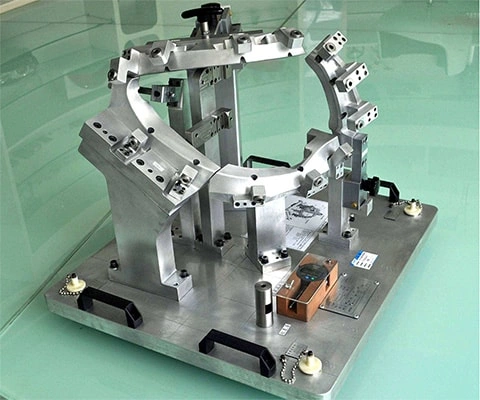
分层式FDM制造工艺非常适合生产结构复杂的工具,对于这种工具来说,如果采用传统的金属切割工艺生产,不仅非常困难,而且成本很高。
—— Engineer - Eidenschink
如果不在产品开发中采用快速原型制作技术,将没有企业能负担得起高昂的制造成本,3D打印让我们看到了众多的可能性,作为少数零件的替代制造方法,FDM越来越重要。
—— Production Engineer - Schimid
机器人外部构件很多是客制化,常规制造成本太高,引进3D打印小批量制造,简化了我们生产流程,带给我们非常大的帮助。
—— Manufacturing manager - lecce
利用3D打印技术,我们可以快速制作水轮原型,实验功能可靠性,加快了我们水轮发电机组的研发进程。
—— R & D Engineer - Bruce